歡迎來到盛泰鋼管實體生產企業!


歡迎來到盛泰鋼管實體生產企業!

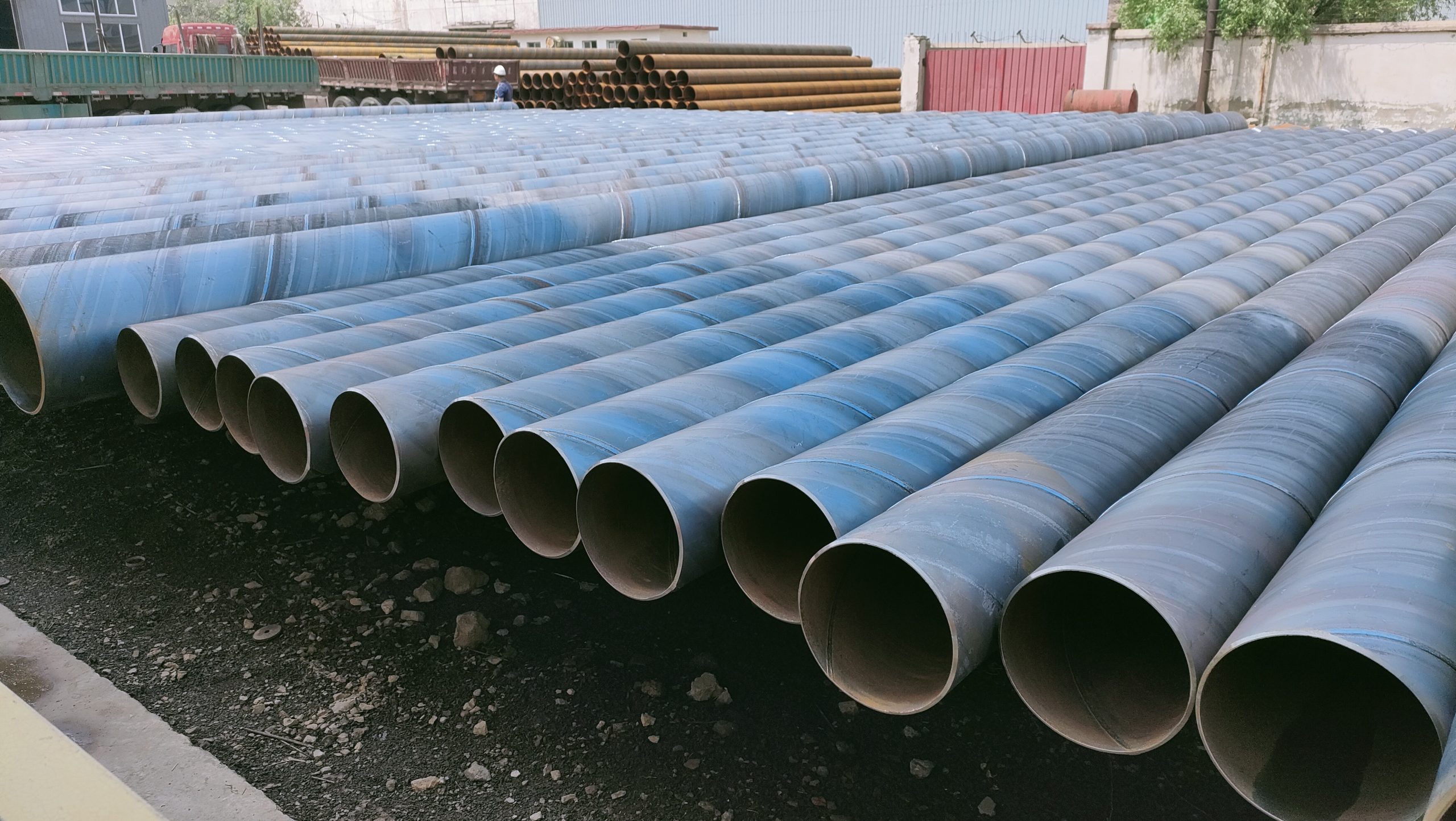
專業生產各型號大口徑厚壁螺旋鋼管,廠內加工防腐/保溫/涂塑
13931773677
0317-6288168
專業生產各型號大口徑厚壁螺旋鋼管,廠內加工防腐/保溫/涂塑
×13931773677

根據直縫鋼管的生產工藝,可分為高頻直縫鋼管和埋弧焊直縫鋼管。我們想知道這兩種最常見的高頻直縫鋼管和埋弧焊直縫鋼管的形成過程。
1.埋弧焊
我們投入生產線后,用于制造大直徑埋弧焊直鋼管的鋼板應首先對整個鋼板進行超聲波檢查,然后通過邊銑床對鋼板的兩個邊緣表面進行雙面銑削,即鋼板的兩個邊緣表面可以達到所需的板邊寬度和平行度,以及槽的形狀。然后用預彎機設備預彎板的邊緣,使板的邊緣具有符合要求的曲率。之后,我們在那里JCO在成型機上預彎曲后,將一半的鋼板壓成J形,同時,我們將另一半壓成C形,最后形成開放的O形。
直縫焊鋼管采用氣體保護焊(MAG)連續焊接、縱向多絲埋弧焊(最多四絲)焊接直縫鋼管內側,用于埋弧焊鋼管外側采用縱向多絲埋弧焊。焊接后,進行第一次超聲波探傷(主要是兩側焊縫和母材)、第一次X射線探傷(確保探傷靈敏度)、直徑膨脹和水壓試驗(自動記錄和保存水壓試驗機會)。
然后將合格的鋼管加工成符合要求的尺寸,然后進行第二次超聲波檢測、第二次X射線檢測、管道末端磁粉檢測、腐蝕和涂層檢測,完成整個加工過程。
2.高頻焊接
高頻焊接技術是指根據電磁感應原理到熔化狀態,然后采用輥擠壓工藝實現對接焊縫的晶間組合,達到焊接目的。高頻焊接屬于感應焊接。也可稱為壓力基焊,高頻焊接不需要焊接填充材料,焊接無焊接飛濺,焊接熱影響面積窄,焊接成型美觀,焊接機械性能好。由于這些優點,高頻焊接在鋼管生產中得到了廣泛的應用。
交流電的表皮效應和相鄰效應用于鋼管的高頻焊接。軋制成型后,鋼(帶鋼)形成無連接截面的圓管空白,在管坯感應線圈中心附近旋轉一組或一組阻抗器磁棒,在阻抗和管坯開口處形成電磁感應電路。在趨膚效應和相鄰效應的作用下。管坯開口邊緣集中熱效應強,使焊縫邊緣迅速加熱到所需溫度。壓輥擠壓后,金屬熔體實現晶間連接,冷卻后形成實體對焊。
部分圖文來源于網絡,如有侵權請聯系刪除!

? 2019-2022 Sheng Tai Steel Pipe Inc 鹽山盛泰鋼管有限公司
冀ICP備2022002155號-7? ? ? ![]() 冀公網安備13092502002209號? ?? ?Sitemap
冀公網安備13092502002209號? ?? ?Sitemap