歡迎來到盛泰鋼管實體生產企業!


歡迎來到盛泰鋼管實體生產企業!

專業生產各型號大口徑厚壁螺旋鋼管,廠內加工防腐/保溫/涂塑
13931773677
0317-6288168
專業生產各型號大口徑厚壁螺旋鋼管,廠內加工防腐/保溫/涂塑
×13931773677
消防給水涂塑鋼管生產工藝流程
滄州友誠管業有限公司是一家專注于管道和管道防腐業務的大型公司。公司注冊資本8600萬元,位于中國管道生產基地河北省鹽山縣,距滄州西站40公里、天津國際機場、濟南遙墻機場150公里,為客戶訪問和業務發展提供了便利的交通條件。
為了解決傳統消防給水用管及其連接件自身防腐蝕、防結垢和抗菌等性能較差,嚴重影響使用效果的問題,引入了一種新型消防給水用管,即雙面消防給水用涂塑鋼管。
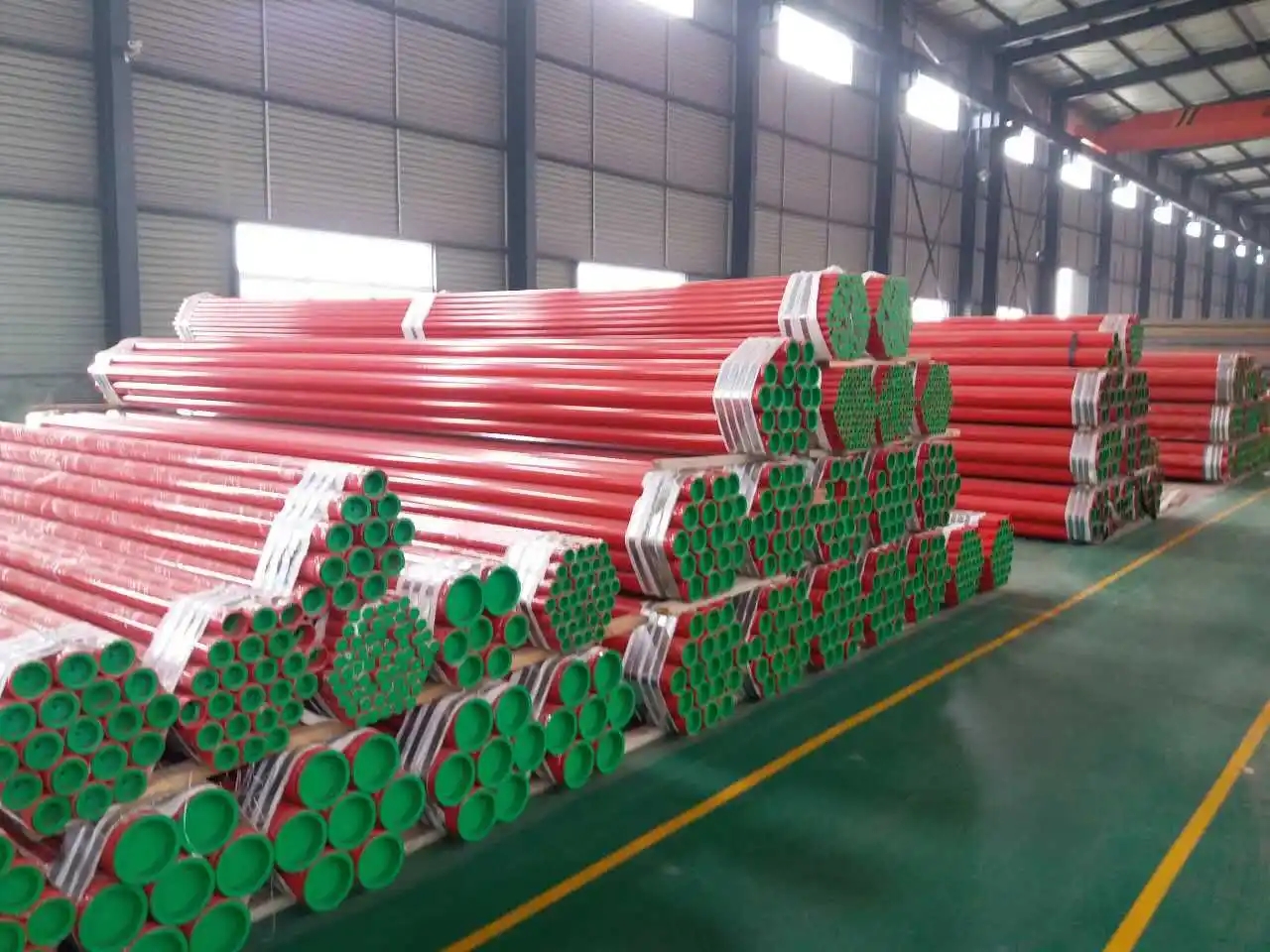
雙面涂塑鋼管是以焊接鋼管或無縫鋼管為基礎,內外表面涂有高附著力、抗沖擊性強、防腐重、環保的熱固性粉末涂料的鋼塑復合管。由于在涂層材料中添加了阻燃材料,具有良好的耐高溫性,可以充分保證火災時管道的有效供水。
雙面涂塑鋼管生產工藝:鋼管涂塑前處理→預熱→雙面涂塑→固化→強冷→檢驗→修補→包裝。
1. 鋼管涂塑前處理
對焊接鋼管而言,涂塑前處理包括去內毛刺和內外表面的噴丸。
2. 預熱
表面處理后的鋼管應均勻加熱無污染熱源。常用的無污染熱源包括中頻加熱、天然氣加熱和遠紅外絲加熱。
3. 涂塑
塑料涂層工藝是一個關鍵的工藝,粉末涂層的均勻性直接決定了產品的質量。雙面涂層時,一般同時進行內外涂層,即加熱鋼管輸送到涂層機后,采用噴涂或分散的方法涂層鋼管外表面,內部噴涂或內部吸力涂層。
4. 固化

環氧粉末涂層后的消防管道固化在固化爐中。固化過程中的溫度和時間對涂層質量至關重要。如果固化溫度不能達到規定的溫度或固化時間,涂層的交聯固化不完全,將影響涂層的理化性能。相反,它會使涂層老化。
5. 冷卻
冷卻方法包括強制冷卻和自然冷卻。用于強制冷卻的介質包括冷風或冷水。對于熱容大的涂層,采用自然冷卻,冷卻速度慢,在生產線上停留時間相應延長。因此,應采用強制冷卻工藝,縮短涂塑生產線,提高生產效率。值得注意的是,如果采用自然冷卻,必須隨爐冷卻。如果涂層長期承受高溫,涂層會老化,導致其物化性能大大降低。

? 2019-2022 Sheng Tai Steel Pipe Inc 鹽山盛泰鋼管有限公司
冀ICP備2022002155號-7? ? ? ![]() 冀公網安備13092502002209號? ?? ?Sitemap
冀公網安備13092502002209號? ?? ?Sitemap